di Stefan Jeckel
Versione italiana a cura di Alessandro delle pagg. 35-38 (Künstlerische Techniken).
Luglio 2021.

Tecniche artistiche.
Uno studio particolarmente approfondito sulle icone metalliche russe indirizzerà, prima o poi, l’interesse dei ricercatori anche sui processi artistico-tecnici che furono usati nella produzione di tali immagini di culto.
Per questo motivo, si è cercato qui di tracciare lo sviluppo delle icone metalliche russe nei loro aspetti essenziali (25).
Fin dall’inizio, ci concentreremo su quelle opere che sono state prodotte mediante fusione, poiché esse costituiscono di gran lunga la maggior parte delle icone metalliche russe.
In Russia, il rame e ancor più le sue leghe (come il bronzo e l’ottone) furono i materiali preferiti per la produzione di icone metalliche.
Per semplificare le cose, oggi ci si riferisce quasi indiscriminatamente a tutti quei tipi di bronzo che consistono in una lega di rame di qualsiasi composizione. In senso stretto, naturalmente, si può parlare di bronzo solo nel caso di una lega rame-stagno, mentre l’ottone, noto anche come ghisa gialla, è una lega rame-zinco.
Una determinazione affidabile sul materiale si rivela comunque difficile sia quando le finiture della superficie (per esempio la doratura) ovvero la patina che si forma da sola [sugli oggetti] impediscono che le differenze di materiale si notino facilmente.
Naturalmente, i metodi di analisi chimica o fisica potrebbero fornire informazioni esatte ma, allo stadio attuale della ricerca, l’interesse a chiarire la questione dei materiali è ancora troppo basso per giustificare l’uso di tali metodi, che comporterebbero costi notevoli e, inoltre, perfino il rischio di danni [agli oggetti analizzati N.d.R.].
Oltre al rame e al bronzo, anche l’oro e l’argento furono utilizzati nelle officine russe per la produzione di icone di metallo; tuttavia, a causa del loro valore materiale relativamente elevato, questi due metalli preziosi furono principalmente riservati alle opere destinate alla nobiltà ricca e all’alto clero. Per contro, lo stagno, il piombo e il ferro, che servivano anche come materie prime, furono meno usati a causa della loro bassa resistenza alla corrosione.
Una volta presa la decisione di adottare un particolare materiale, l’artista doveva definire i particolari del soggetto della sua rappresentazione. In questo processo, come nel primo schizzo preliminare del soggetto e nei disegni, la sua libertá creativa aveva spesso un limitato margine di manovra poiché essa era legata ai modelli tradizionali della pittura di icone, molti dei quali erano addirittura registrati nei cosiddetti “manuali del pittore”, in conformità con le vecchie norme ecclesiastiche (26).
La vera realizzazione artistica aveva luogo solo nella fase successiva, cioè nel lavoro sul modello. Qui era necessario trovare un percorso creativo che, da un lato, rendesse giustizia alle peculiarità del materiale così come alle condizioni della sua malleabilità e, dall’altro, dovesse anche tener conto dei principi tradizionali dell’arte delle icone.
In questo senso, il rilievo, o più precisamente il bassorilievo, si è rivelato il mezzo di rappresentazione ideale. Nelle arti visive, il rilievo occupa, infatti, una posizione intermedia tra la scultura e la pittura. Dalla scultura riprende le possibilità di modellare la superficie statuaria, che la pittura non conosce; dalla pittura, invece, grazie alla sua relativa piattezza, può prendere in prestito i mezzi per modellare lo sfondo che, a loro volta, sono estranei alla scultura. In particolare, l’arte del bassorilievo consiste nell’unire questi due elementi completamente diversi del disegno alla massima armonia possibile, tenendo conto dell’effetto del materiale, la cui padronanza era comunque richiesta al modellatore di un’icona di metallo.
Il materiale con cui creare il modello dipendeva essenzialmente dalla tecnica di fusione da utilizzare nel singolo caso. Si poteva scegliere tra il processo di “fusione a cera persa” e le diverse varianti del processo di “fusione a fuoco” (27).
Il procedimento a cera persa, una tecnica artistica di fusione del metallo conosciuta fin dal terzo millennio, era probabilmente il più comune in Russia per la produzione di icone metalliche la cui parte anteriore e posteriore dovevano avere una finitura plastica superficiale; tuttavia, essa sembra essere stata ancora più importante per la fusione di rilievi traforati (28).
Mediante questa tecnica, l’artista plasma il suo modello nella cera e può perfino migliorarne la lavorabilità aggiungendo olio, resina, pece o sego, in modo che essa possa essere modellata anche a freddo.
Il modello di cera finito, che corrisponde giá in tutti i dettagli all’idea che l’artista vuole ottenere con la fusione successiva, viene ora ricoperto di argilla fine inumidita. L’argilla viene poi lasciata asciugare e il tutto viene poi esposto a una temperatura di circa 500° C. Questo riscaldamento provoca la liquefazione della cera che puó fuoriuscire, cosí, attraverso i canali precedentemente realizzati nell’involucro di argilla; nello stesso tempo l’argilla cotta diventa una sorta di stampo cavo. Questo stampo viene infine riempito con metallo fuso e mantenuto immobile fino a quando il metallo si è solidificato.
Per rivelare l’oggetto colato, lo stampo deve infine essere rotto, il che significa anche che esso, quanto il modello stesso in cera, è perso [cioè inutilizzabile N.d.R.] per un ulteriore utilizzo. Per questo motivo, la tecnica di fusione ora descritta viene anche chiamata processo “a stampo perso”.
Per quanto riguarda il processo di “fusione a fuoco”, anch’esso praticato spesso nell’antichità, due alternative sono di particolare importanza per la produzione di icone di metallo.
Nella prima, che è esclusivamente adatta per i getti caratterizzati dal rilievo solo su un lato, il modello è preformato mediante un materiale facile da lavorare che mantiene la sua forma e viene poi impresso, per esempio, in argilla refrattaria. In alternativa, il modello può anche essere ricavato fin dall’inizio in negativo nel materiale destinato allo stampo (per esempio la pietra) ottenendo cosí uno stampo permanente (29).
La ricerca archeologica ha rivelato che, in realtà, in Russia, tali stampi di pietra erano utilizzati anche per la produzione di icone di metallo (30).
Dopo che, se necessario, lo stampo è stato rivestito con un agente distaccante, esso viene riempito con il metallo liquido: un coperchio di pietra, che poi chiude il tutto, assicura che la colata si raffreddi in modo uniforme impedendo così la formazione di crepe o deformazioni.
[Nella seconda alternativa], quando entrambi i lati del getto devono essere in rilievo, è necessario l’uso di una variante un po’ più complicata del processo di fusione a caldo: in questo caso, la composizione di uno dei due lati non può essere ottenuta solo premendo un coperchio opportunamente preparato sullo stampo riempito di metallo liquido. In questo caso è necessario uno stampo, ognuna delle quali deve contenere in negativo la composizione in rilievo desiderata. Per la fusione, entrambe le parti dello stampo (valve) sono unite in modo esatto e sepolte entro un letto di sabbia. Il metallo fuso viene versato attraverso il canale ricavato nelle due valve; questo deve essere abbastanza ampio da permettere all’aria, contenuta nello stampo, di uscire durante la colata.
Nel caso di getti grandi, è spesso necessario ricavare diversi canali per garantire che il metallo fuso sia distribuito uniformemente e che non si formino sacche d’aria.
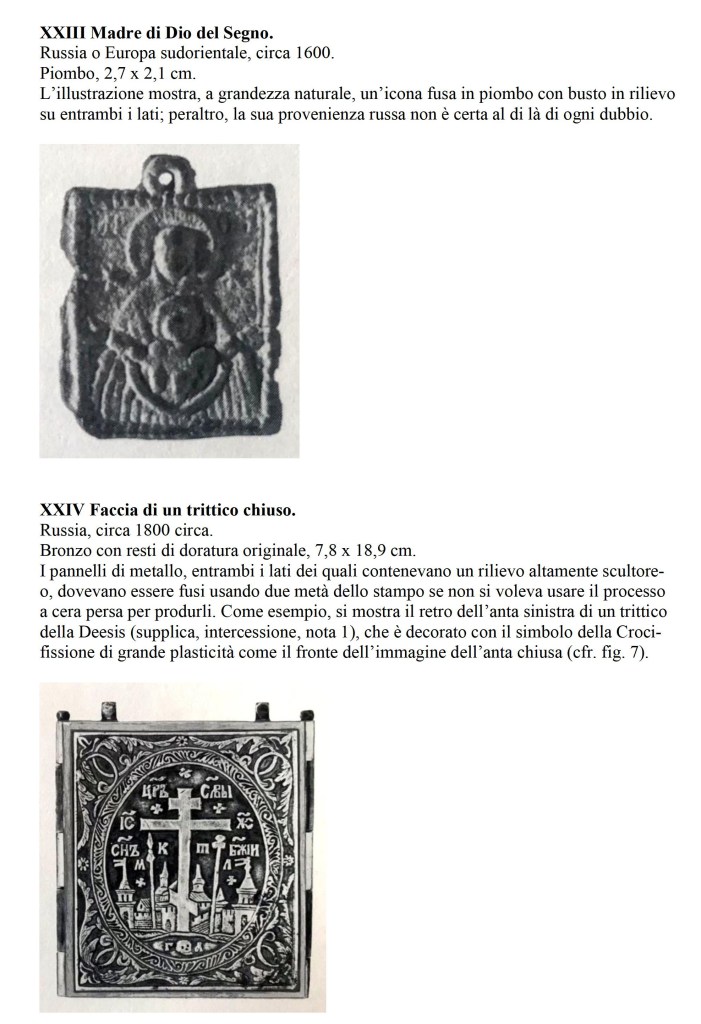
In un modo corrispondente, in linea di principio, al processo di fusione sul fuoco, gli stampi permanenti in bronzo erano talvolta utilizzati per la produzione di icone di metallo. Tuttavia, essi erano utilizzati solo per i metalli il cui punto di fusione era molto inferiore a quello del bronzo. Tali materiali erano, per esempio, il piombo (che si liquefa già a 327° C) o lo stagno (che fonde a 231,8° C).
La figura XXV mostra la metà di un simile stampo permanente per la fusione di icone, sebbene si tratti di un esemplare non necessariamente di origine russa.
Indipendentemente dalla tecnica di fusione utilizzata, in ogni caso l’icona di metallo, dopo essere stata rimossa dallo stampo, richiedeva un’ulteriore lavorazione individuale. In molti casi la colata presentava ancora numerose bave e la sua superficie era solitamente coperta da uno strato ruvido e granulare, la cosiddetta pelle di colata. Inoltre, alcuni dei rilievi fusi mostravano difetti che, sempre che fossero riparabili, dovevano essere riparati.
E, ultimo ma non meno importante, le singole parti destinate alle icone con più ante dovevano essere preparate in modo tale da poterle poi unire senza difficoltà.
Per tutte le suddette correzioni, venivano usati strumenti per scalpellare e raschiare, così come lime e vari abrasivi, questi ultimi per levigare le facce e farle brillare.
Ulteriori miglioramenti qualitativi sono stati spesso ricercati utilizzando le tecniche della “cesellatura” e della incisione. Nella “cesellatura”, il rilievo in metallo veniva percosso e compresso con uno scalpello smussato, modificando così la sua forma; nell’“incisione”, il rilievo veniva scalfito con un bulino che ne sollevava e distaccava sottili schegge, permettendo di ottenere che anche i più piccoli dettagli della raffigurazione (come i tratti del viso, le pieghe delle vesti, gli ornamenti, le iscrizioni, ecc.) fossero messi in evidenza efficacemente sul pezzo fuso.
In molti casi, cioè quando non erano previste ulteriori finiture superficiali, la produzione di un’icona di metallo veniva completata con tali operazioni che, a volte, erano seguite dall’assemblaggio delle cerniere.
Qui non vogliamo considerare i “trattamenti finali” (che erano piuttosto comuni) come finiture superficiali a volte sotto forma di resina: infatti, l’applicazione di un rivestimento simile alla lacca serviva relativamente poco a decorare un’icona piuttosto che a proteggerla da influenze corrosive. Lo stesso vale per la “patinatura”, che a volte si otteneva con l’uso del “fegato di zolfo”. Se gli esemplari cosí preparati non sono dei veri e propri falsi, possiamo supporre che la patina prodotta artificialmente fosse semplicemente destinata a stabilizzare la tonalità desiderata del metallo nel lungo periodo.
D’altra parte, la smaltatura e – soprattutto nel caso delle versioni in bronzo – l’argentatura o la doratura di una fusione sono da considerarsi trattamenti di superficie veramente raffinanti (31).
Tra le varie possibilità di doratura, il metodo della “doratura a fuoco” era probabilmente il piú diffuso in Russia. In questo processo, un amalgama d’oro e mercurio viene applicato alla superficie da dorare. Sottoposto a una fonte di calore, il mercurio contenuto nell’amalgama evapora, mentre l’oro stabilisce una connessione superficiale abbastanza resistente con il supporto metallico.
Il processo di argentatura, o più precisamente di “argentatura a fuoco”, si realizza allo stesso modo ma con amalgama d’oro e mercurio.
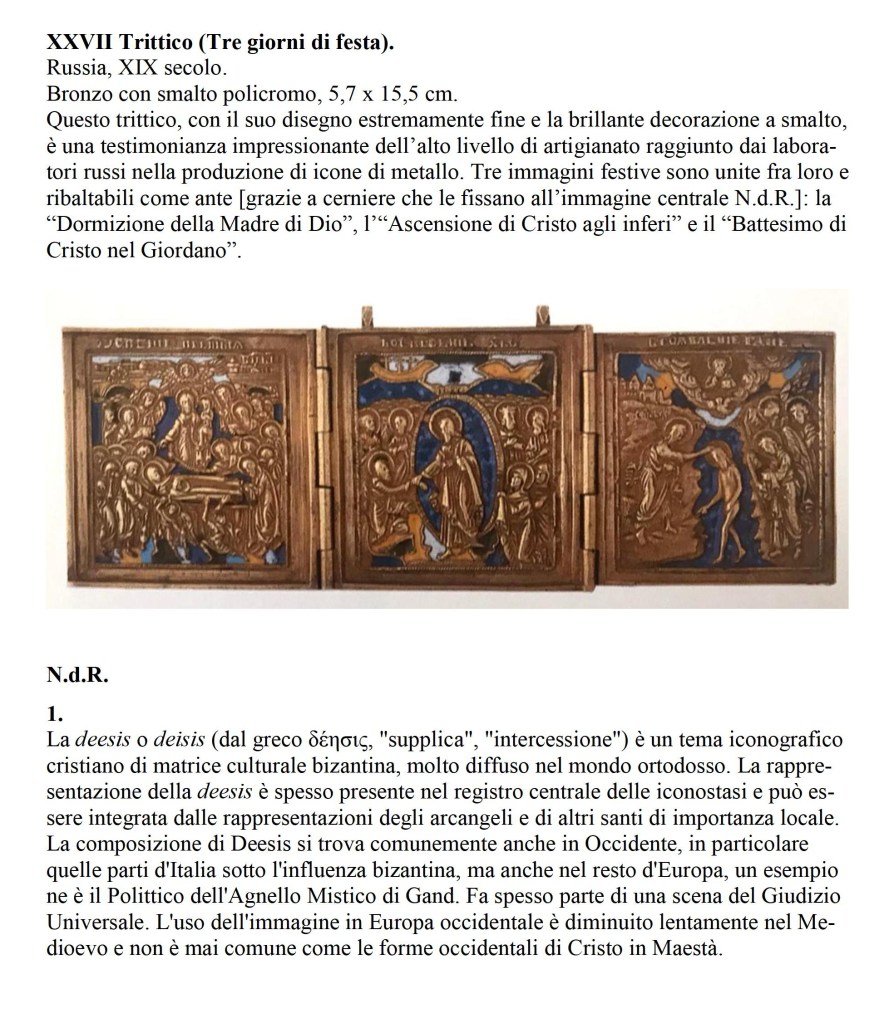
Infine, rivolgiamo la nostra attenzione alla tecnica della smaltatura, così come è stata usata in particolare negli ultimi due o tre secoli, per la decorazione delle icone russe in metallo (32).
Come è noto, il principio della smaltatura consiste nel fondere ad alte temperature una massa di vetro per lo più colorata su un supporto metallico. La colorazione degli smalti si ottiene mescolando metalli o ossidi di metallo alla sostanza vetrosa, originariamente incolore. Per esempio, l’aggiunta di ossido di ferro provoca una tonalità rossa. Il blu si ottiene aggiungendo cobalto e il giallo si produce con l’aiuto dell’ossido di argento. Il verde si ottiene con l’aggiunta di ossido di rame, e una colorazione bianca si ottiene con l’ossido di stagno. In una certa misura, l’effetto di colore del substrato metallico da smaltare può influire sul risultato lavorando il flusso di vetro colorato come massa trasparente o rendendolo opaco con l’aggiunta di ulteriori additivi: nel primo caso si parla di smalto traslucido, perché lascia trasparire il substrato metallico; nel secondo caso si tratta del cosiddetto smalto opaco. Fra l’altro, a causa della sua viscosità, quest’ultimo tipo di smalto può essere applicato in diversi colori anche senza suddividere la superficie di metallo in “campi”, senza timore di mischiare i colori durante la cottura.
Nella smaltatura delle icone metalliche russe, è stato prevalentemente usato lo smalto opaco, che copre completamente il fondo metallico.
Prima che si possano fare i preparativi per il processo di smaltatura vero e proprio, il supporto metallico deve essere preparato per ricevere il vetro colorato fuso.
Due metodi fondamentalmente diversi possono essere considerati a questo scopo. Quale dei due deve essere usato dipende se la smaltatura deve essere effettuata per fusione di cellule o per fusione di pozzetti. Per quanto riguarda l’ornamentazione delle icone di metallo, la fusione a fossa, chiamata anche campione di smalto, in Russia ha avuto senza dubbio un uso predominante. Una peculiarità essenziale di questo processo è che solo la base piatta del rilievo è coperta da uno strato di smalto, mentre le parti della rappresentazione in rilievo mantengono inalterata la loro superficie metallica. Tuttavia, per assicurarsi che, con la smaltatura, l’icona non perdesse la sua struttura plastica [cioè il suo naturale rilievo N.d.R.], era generalmente necessario creare, nel modello di fusione, delle cavità più profonde di quanto sarebbe stato necessario per le icone di metallo sulle quali lo smalto non doveva essere applicato successivamente.
Nello stampo di colata era anche necessario fornire tutti gli incavi che dovevano poi ricevere lo smalto nel corpo di metallo. Anche se queste “fosse” avrebbero potuto essere scavate nella fusione finita con un bulino o una sgorbia; una tale procedura avrebbe significato, un considerevole lavoro aggiuntivo che, perciò, non è stato quasi mai praticato.
Se necessario, tuttavia, il fondo delle fosse veniva un po’ irruvidito per permettere allo smalto di aderire meglio il metallo. Una volta che il supporto metallico era stato preparato in questo modo, il lavoro di smaltatura vero e proprio poteva iniziare. A questo scopo, la massa di vetro, che era stata frantumata in piccoli pezzi e mescolata con gli additivi necessari (“fondenti” N.d.R.), doveva essere prima polverizzata e poi lavata. Questa polvere veniva poi applicata al pezzo da smaltare in uno stato secco o umido. Tuttavia, il rivestimento della sede [ricavata nel metallo delle icone] destinataria non doveva essere né troppo spesso né troppo sottile, altrimenti la superficie dello smalto avrebbe avuto un aspetto ruvido e poroso o addirittura bucherellato.
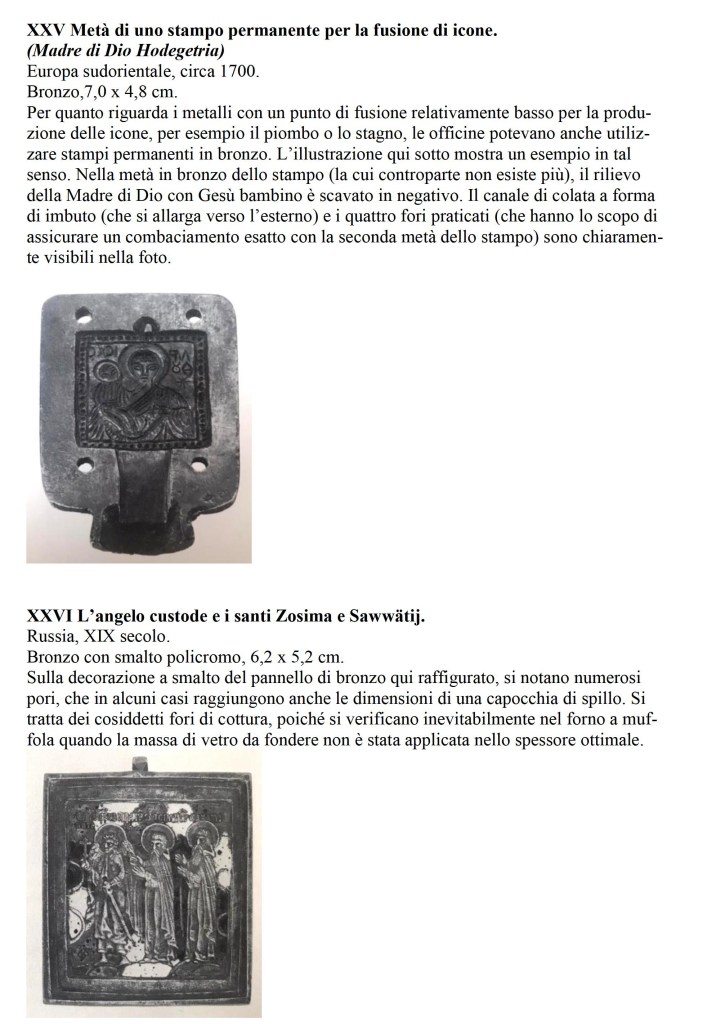
Dopo che il rivestimento di polvere di smalto si era asciugato, veniva cotto in un “forno a muffola”. A temperature di circa 800° C, il vetro fuso e il supporto metallico formano un legame straordinariamente forte, dopo un tempo più o meno breve. Tuttavia, poiché lo smalto perde molto volume durante la cottura, l’effetto decorativo desiderato non sarà sempre raggiunto dopo una sola cottura. Così, in qualche caso, la procedura di rivestimento e di cottura può dover essere ripetuta anche più volte.
Prima che un’icona di metallo smaltato potesse finalmente lasciare il laboratorio doveva ancora essere liberata dalla fiammatura e lucidata con i migliori abrasivi fino a raggiungere quella lucentezza che possiamo ammirare ancora oggi in molti esempi.